





市面上常见的产品有:日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装、电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等。
吸塑包装机原理:这种成型工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩、吸塑托盘、泡壳等。
吸管包装机,就看你要那样的包装吧,包装方式都有很多的








吸塑包装制品是将片材加热后利用真空吸附在吸塑成型模具上,经过冷却后达到成型的目的;
吹塑和注塑一般是放入粒料经高温加热使材料熔化后吹出或挤出进入模具型腔之后冷却达到成型的目的。
区别还是比较大的,吸塑一般适合包装、托盘、装饰等使用。
注塑:将熔融料由注塑机射到模具中的成型制品的方法。
吹塑:将熔融料经口模吹成管状,然后再拉伸成膜或挤到两半模中成型出制品。
吸塑:属二次加工,将片材加热至高弹态,覆盖到真空成型模具上,抽真空后,得制品,再裁边。


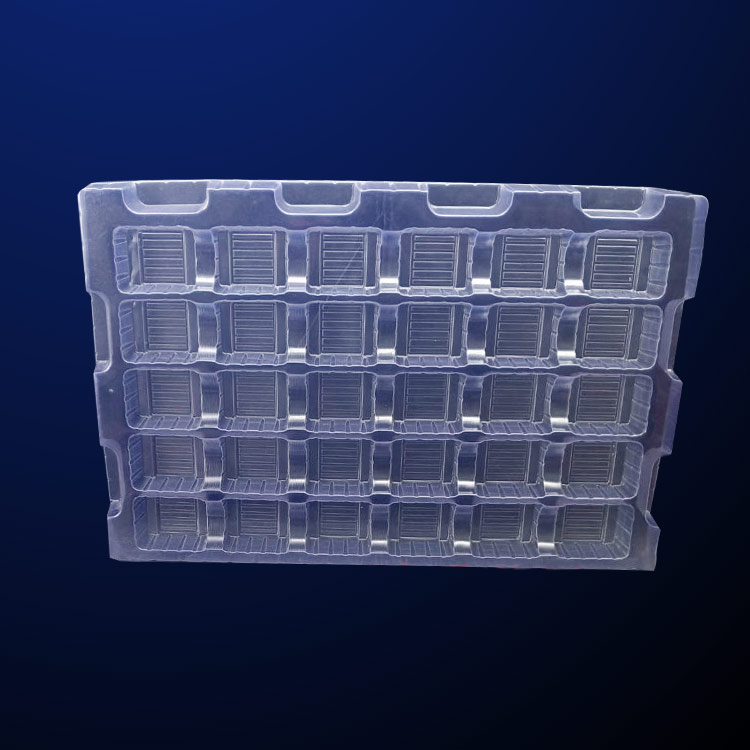
吸塑包装是将PVC、PS、PET等树脂片在吸塑成形机中经过加热、真空成形、冷却等过程,使之按照模具的形状成形,然后在冲床上用刀模冲压成单个产品,再经过折边、冲孔等工艺制成的包装产品。这种包装产品具有材料便宜、工艺简单、投入少、利润可观的特点,适合包装小型日用品、小电器、玩具等商品,不适合对缓冲性要求高、产品较重的产品进行包装。
吸塑产品的主要生产工艺包括起模、拉片、冲床、折边、冲孔、包装等,以下就分别来介绍。
1.起模
当客户确认样品后,由打样用的石膏模作为母模,电镀铜后,按照一定的数量和位置制成生产用的模即为起模。常规的模分三种:石膏模、铜模、铝模。其中石膏模主要用于打样,一般不能做批量生产使用,其制作时间一般为24小时。铜模为石膏模电镀一层铜,强度和耐磨性增强,成本不高,为生产常用的模,一般制作周期为100小时,少为3天时间,使用寿命约10万个。
2.拉片
吸塑机将原材料卷材经吸塑成形机加热、真空吸塑成形、冷却后,自动裁成既定尺寸,这道工序是吸塑的主要工序。拉片的长度根据实际需要,在600~1170mm之间。不同的材料、不同的厚度,对温度的调节要求也不一样,需要开机人员有相当的经验。拉片的调机测试一般为3张。吸塑机每进一次的长度称为拉片长,可根据排模长度来定。
3.冲床
拉片出来的一般为多个产品(按照模具排的数量),需要用刀模在冲床上冲成单个产品,这种工序叫冲床。
4.折边
对于一些需将吸塑产品两边或多边的边角折过来以插上纸卡的产品来讲,需加此工序。此工序由折边机完成。
5.冲孔
如客户有特殊要求,要在吸塑上穿孔时添加此工序。
6.包装
吸塑产品包装一定要注意,根据客户要求的严格程度、产品的材料、形状等确定合适的包装方式。如客户无特殊要求,可采用装箱、装胶袋的方式。对于白色或色彩较鲜艳的、摩擦易花或不能粘上灰尘、手印的产品,常在生产时戴手套。


您好,欢迎莅临乐鱼体育包装,欢迎咨询...





